


31 MAR 2022
INR 1000000/-
We are seeking cost-effective treatment methodologies in the effluent treatment plant for the neutralization of acidic effluents, to generate treated water of < 200 ppm hardness and sludge of < 30% moisture.
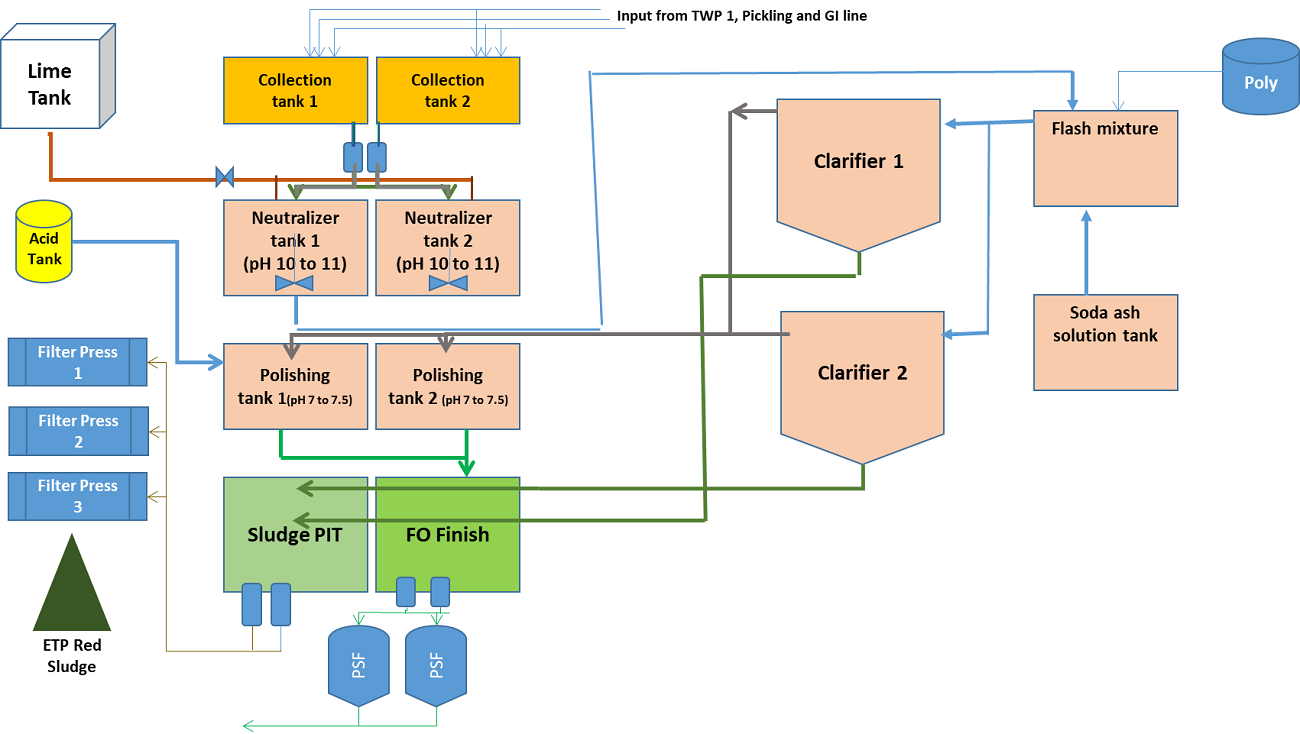
The effluent treatment plant (ETP) of a wire manufacturing industry handles 18,000 m3/month of effluent, collected from various units as represented in Figure 1. The constituents of the overall effluent are represented in Table 1. The overall process flow is represented in Figure 2.
Table 1: Constituents of the incoming effluent
Test | Result | Unit of measure |
| pH | 1.97 | --- |
| Total Solid | 3810.00 | mg/lit |
| Chloride | 2600.00 | mg/lit |
| Hardness as MgCO3 | 25.95 | mg/lit |
| Sulphate as SO4 | 281.80 | mg/lit |
| Phosphate as PO4 | 16.12 | mg/lit |
| Calcium (as Ca) | 34.53 | mg/lit |
| Magnesium (as Mg) | 7.50 | mg/lit |
| Total Iron (Fe) | 419.30 | mg/lit |
The treatment process utilizes Lime for the neutralization of effluents. The current consumption rate of lime is 5.5kg/m3 of effluent. The use of lime results in 2 subsequent problems:
We are seeking cost-effective treatment methodologies in the effluent treatment plant which can meet the following requirements: